Ключевые технические характеристики:
-
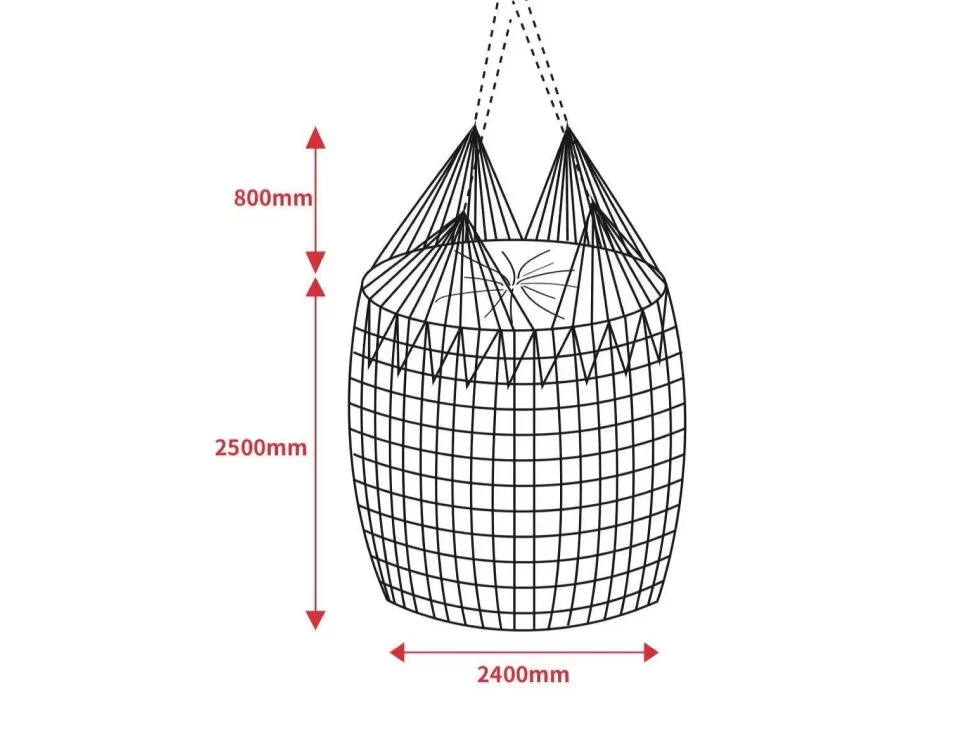
Грузоподъемность: Номинальная нагрузка 15 тонн, коэффициент запаса прочности ≥ 6 (разрушающая нагрузка ≥ 90 тонн). Прочность верхних, нижних и боковых петель должна быть подтверждена фактическими испытаниями.
-
Требования к материалам:Основная ткань: из плоских нитей (фибриллированной ленты) полиэтилена высокой плотности (HDPE) или полипропилена (PP), поверхностная плотность ≥ 240 г/м², разрывная нагрузка ≥ 1800 Н/5 см (основа/уток);Стропы: из высокопрочных нитей полиэстера (PET) или PP, разрушающая нагрузка одной стропы ≥ 15 тонн, количество строп ≥ 4 (симметричное расположение).
-
Требования к конструкции: Многослойная композитная основная ткань (внутренний слой - пыленепроницаемый, внешний - износостойкий). Швы корпуса выполняются двойной ниткой с двойным швом, плотность стежков ≥ 12 на 10 см, без пропусков стежков и распускания швов. Оснащен пыленепроницаемым вкладышем (пленка или нетканый материал), коэффициент потери пыли ≤ 0,2%.
-
Адаптация к окружающей среде: Термостойкость от -40°C до 80°C, устойчивость к ультрафиолетовому старению (сохранение прочности ≥ 80% при хранении на открытом воздухе в течение 6 месяцев), устойчивость к кислотам и щелочам (покрытие адаптируется в зависимости от загружаемого материала).
Основной производственный процесс
-
Подготовка сырья: Гранулы HDPE/PP → плавление и экструзия → вытяжка в нити → охлаждение и калибровка → ориентационная вытяжка → разделение нитей → намотка (изготовление плоских нитей).
-
Ткачество основы: Плоские нити подвергаются сновке → ткачество на рапирном станке (полотняное или саржевое переплетение) → термофиксация ткани (для повышения стабильности) → ламинирование (при необходимости пыленепроницаемости).
-
Изготовление строп: Высокопрочные нити PET/PP → скручивание → плетение (строп) → термофиксация → резка (длина адаптируется к корпусу) → термоупрочнение концов.
-
Пошив корпуса: Раскрой ткани (в соответствии с размерами) → соединение полотнищ (двойной шов по бокам и дну) → фиксация и пришив строп (с усиливающей накладкой в месте соединения с корпусом, длина шва ≥ 10 см) → установка вкладыша → пришив верхнего/нижнего патрубка (с клапанами для загрузки/выгрузки).
-
Контроль готовой продукции: Проверка внешнего вида (отсутствие повреждений, пропусков стежков) → испытание на прочность при растяжении (разрушающая нагрузка строп, швов) → тест на пыленепроницаемость (имитация загрузки) → нанесение маркировки (номинальная нагрузка, материал, коэффициент запаса прочности и т.д.).